研
究
報
告
大
分
県
産
業
科
学
技
術
セ ン ター
―製品開発支援担当―
1.油の微生物分解処理技術の一般化に関する研究(その5)
···
1
小谷公人・
斉藤雅樹・
吉岡誠司・
坂本
晃・
佐藤幸志郎・
兵頭敬一郎・
関
正明
2.より安全で使いやすい学校家具の検証と研究
···
6
―こ
れま
でに導入さ
れた事例の検証と
リ
デザイ
ン―
兵頭敬一郎・
山本幸雄・
大野善隆
3.行動観察手法を用いた製品開発プロセスの高度化研究
···
10
佐藤幸志郎
4.大径クヌギ材の利用技術の開発
···
13
兵頭敬一郎・
河津
渉・
古曳博也・
豆田俊治・
大野善隆
―電子・
情報担当―
5.温室内の環境情報を活用した高糖度トマト栽培に関する研究
···
17
竹中智哉・
後藤和弘・
松岡伸一郎
6.永久磁石と予測制御を用いた磁気軸受開発のための組込みシステムの検討
···
21
竹中智哉・
佐藤辰雄・
蛯原建一・
松岡耕平・
佐藤雅竜・
岡田養二
―機械・
金属担当―
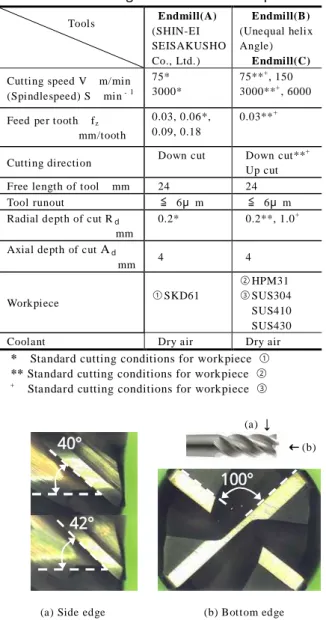
7.難削性金属材料の切削加工技術の高度化に関する研究(第2報)
···
25
―コ
ーテッ
ド
超硬エンド
ミ
ルによ
る
難削材の効率的切削加工技術の開発―
大塚裕俊・
水江
宏・
橋口智和
8.難燃性マグネシウム合金リサイクル材の各種溶解・鋳造条件下における
不純物元素及び耐食性
···
31
―難燃性マグネシウ
ム合金のリ
サイ
ク
ルに関する
研究―
園田正樹・
高橋芳朗・
清水慎吾
9.海藻類挟込装置におけるロープ捻送時のヨレ防止手法の研究
···
36
梶原信一・
重光和夫・
橋口智和
10.セラミックスの高精度切削加工技術(第3報)
···
40
―ベク
ト
ル磁気特性計測用Hコ
イ
ル巻枠の加工―
11.青果物の流通技術に関する研究
···
43
―包装ニラ
の高温期テス
ト
輸送―
朝来壮一
12.青果物の流通技術に関する研究
···
48
―調査:
ニラ
の予冷施設及び温度条件(
第2
報)
―
朝来壮一
13.県産ブルーベリーの加工適性評価と加工技術の確立
···
52
廣瀬正純・
堀
元司
14.麦焼酎用酵母の評価および改良に関する研究
···
56
後藤優治・
江藤
勧・
樋田宣英
15.貯蔵麦焼酎の安定性に関する研究
···
59
江藤
勧・
後藤優治・
樋田宣英
16.EPS代替を目的とした青果物用MA段ボールの開発
···
62
朝来壯一・
松尾秀規
17.ヨモギの食品素材化とそれを利用した加工食品の開発
···
68
廣瀬正純・
安部規子
18.大麦若葉残さの活用による高品質烏骨鶏卵の開発
···
72
油の微生物分解処理 技術の一般化 に関する研 究(その5)
小谷公人
*・斉藤雅樹
**・吉岡誠司
*・坂本晃
*・佐藤幸志郎
*・兵頭敬一郎
*・関正明
*** *製品開発支援担当・ **
工業振興課・ ***
実装アドバイザー
Res ear c h
and
Devel opm
ent
f or
U
t i l i z at i on/ G
ener al i z at i on
of
Bi odegr adat i on
Di s pos al
of
Rec ov er ed
O
i l
( 5
t h
Repor t )
Ki m
i t o
KO
TAN
I
*,
M
as aki
SAI TO
**,
Sei j i
YO
SH
I O
KA
*,
Aki r a
SAKAM
O
TO
*,
Kous hi r o
SATO
*,
Kei i c hi r o
H
YO
U
D
O
*
,
M
as aaki
SEKI
****
Pr oduc t Dev el opment Gr oup,
**
I ndus t r i al Dev el opment Di vi s i on,
***
I mpl ement ai onAdvi s or
要
旨
油流出事故回収物の処理時の環境負荷低減を目的とする微生物分解技術の社会実装として,23年度はこのたびの 東日本大震災を受け,被災地の復興を技術支援するため,災害漂着油回収物をバーク堆肥によりバイオ処理する技 術の実証試験など各種活動を行った.
1.
はじめに
油濁事故回収物における油分は事故実測値で14∼21% 程度
1)
,ナホトカ号事故では数%
2)
と意外に低いため,平 成19年度から,環境負荷低減型の処理と位置付けられる 微生物分解処理技術の社会実装を目標として,これまで 「回収油を閉鎖サイトにおいて微生物分解処理した安全 な残留物を環境に戻す」シナリオ実現をめざしてきた.
本研究では,回収油の現処理法である「焼却」に対し, 全国各地のバーク堆肥製造工場での発酵工程をそのまま 分解処理に適用するバイオ処理の実証モデルの研究普及 活動を継続して行っている.これらを通して,バイオ処 理の拠点を全国に配置することが社会実装には不可欠で あると考え,19年度には北海道,山口県にて,20年度に は岩手県,栃木県にて,21年度には富山県,山口県(2回 目),22年度には岐阜県にてバーク堆肥による油分解実 験をそれぞれ行い
3) 4) 5)
,本技術の社会実装に向けたバイ オ処理の拠点づくりを行ってきた.
平成23年3月11日に発生した東北地方太平洋沖地震に伴 う津波等により,少なくとも6県の各港湾等において製 造工場等の燃料油貯蔵タンクや大型船舶などが破損・倒 壊・流失した.つまり,この東日本大震災を油濁という 観点で捉えれば,広域性と多発性を特徴とする「国内史 上最大級の油流出災害」であると言える.
これらの経緯から,本研究は,この震災に関連する復 興支援技術として位置付け,被災地での社会実装をめざ し,23年度も延長して実施することとなった.具体的に は,被災地におけるバイオ処理の拠点づくりに向け,現 地調査,社会実装活動,実証試験などを行った.
2.
現地調査
東日本大震災の後,バイオレメディエーションの専門 家として実際に気仙沼市の水産業等に関わる方々の復興 支援に携わっている宮城大学の笠原准教授より,倒壊タ ンクや流失船等による油流出汚染の処理として,急遽, 本活動の照会等があった.震災の災害流出油の被害状況 を把握するため,4月中旬に宮城県の現地調査
6)
を行った. 宮城県気仙沼市では,燃料タンク23基のうち21基が流失 し約1万2千KL以上の燃料油)が気仙沼湾で災害流出油と なり火災と油汚染を引き起こしていた.(Fi g. 1)
この時の調査地点は,燃料油タンクが設置されていた 地区であった.この時点での気仙沼湾内の海面や沿岸の 油汚染状況は,油臭や漂着油に覆われるような深刻な汚 染は見受けられなかったが,海域や土壌汚染については 今後更に経時的な詳細な調査が必要であると思われた.
その後,報道や( 独) 海上災害防止センターをはじめと する関係機関等を通じて情報収集を行う中で,災害流出 油汚染が発見されやすい状況にある被災地区では,5∼6 月にかけて自治体による油汚染の回収・防除などの対応が 一部の被災地で開始しているとの情報がもたらされた.
これらの現地調査の状況から,震災から半年が経過し た時点でも,環境汚染対応は後手にまわっている傾向が 見受けられた.災害流出油汚染の被害については,例え ば沿岸におけるカキ・ホヤ・ワカメなどを養殖する水産業 者からは「油臭による被害・風評被害を招く」として復 興を妨げる死活問題との悲痛な声が寄せられていた.ま た,これらの災害流出油汚染に地域社会及び地元住民の 目が届く状況に至れば,本格的な浄化対応を求められる ことが予測された.
3.
社会実装活動
本研究は社会実装を目標とする「油流出事故回収物の 微生物分解処理の普及」の一環と位置付けられ,震災に 関連し被災地での実装活動に特化して延長実施すること となった.
NPO日本バーク堆肥協会および関連団体や関係機関など
を通じて岩手・宮城・福島の新たな拠点候補企業の照会を 行ったところ,宮城県と岩手県のバーク堆肥製造企業と バイオ処理拠点について協議を行うこととした.被災地
に適用する実装活動すなわち災害流出油汚染油のバイオ 処理拠点を被災した各県に配置することをめざし,7月に 岩手県や宮城県の拠点候補企業を対象に,既に実装拠点 第1号となった先例地域の山口県においてバイオ処理施
設を含めたOJ T(オン・ジョブ・トレーニング)研修を計
画どおり実施した.(Fi g. 3)
その後,7∼8月にかけて岩手県や宮城県の各関係機関 等と連絡を取りながら被災地の災害流出油被害の情報提 供を受けるとともに,バイオ処理が復興支援に向けた新 たな事業となるよう情報交換を重ねた.
8月上旬には,宮城県仙台市で開催された「産業技術連 携推進会議- 東北大学- 産業技術総合研究所合同セミナー −震災復興に向けての産学官連携の取り組み−」において, 地元住民のコンセンサス形成に繋がるよう一般参加者等 約180名に啓発パンフレットを配布するとともに,短時間 ではあったがバイオ処理の安全性や技術内容について紹 介する機会を得た.
8月下旬には,第二管区海上保安本部,環境省東北地方 環境事務所,国土交通省東北地方整備局など被災地の油 流出対応及び処理対策に関係する国,県,地元自治体の 関係部署にて,震災対応として実施しているバイオ処理 の安全性,経済性と低環境負荷であること等を紹介し理 解の増進を図った.
さらに岩手県大船渡市と宮城県気仙沼市で現地調査を 行った際,バイオ処理の社会実装について現地説明を行 った.その上で関係各機関,関係部署との協議を経て, 地 元自治体である大船渡市との協議の中で災害漂着油汚染 の対応についてバイオ処理による支援を申し出たところ, 災害漂着油回収物のバイオ処理の実証試験を大船渡市で 開始することへの理解を得た.
9月にはボランティア団体等のべ43名が参加し同市によ る災害漂着油回収作業が実施された.この回収作業には, Fi g. 1 燃料タンク倒壊の様子(H23. 4. 21 気仙沼市)
Fi g. 2 災害漂着油汚染の様子(H23. 8. 24 大船渡市)
大分県竹田市のぶんご有機肥料㈱が製造する杉樹皮製油 吸着マット「杉の油取り」30箱( 1, 500枚) が同市に無償提供 され,そのうちの約600枚が使用された.(Fi g. 4)
本研究の本来の主旨は,製造,使用,処分時における 熱処理が原則として不要な環境負荷の低い杉樹皮製油吸 着マットによる油汚染回収物を処理する技術として,流 出油回収物の微生物分解処理技術の社会実装を進めてい るものであり,実際の災害漂着油の回収作業時に微生物 分解が可能な油吸着マットが供試されたことは,バイオ 処理の拠点づくりに向けた実証試験のみならず今後の社 会実装においても重要かつ有意義なものとなった.
4.
実証試験
実証試験は,震災により甚大な被害を受け,災害漂着 油汚染が残る被災地域でこれまでの技術蓄積を実証する ために,大船渡市内港湾周辺の被災工業用地において, 計画どおり 9 月下旬に準備し 10 月から開始した.
4. 1 漂着油溜りの事前サンプリング
災害漂着油の油分性状及び油分以外の有害物質の混入 量等を事前把握する目的で,8 月下旬の現地調査時に,大 船渡市の災害漂着油汚染地で漂着油溜りの試料を廃油水 としてサンプリングし,浮かぶ油層部とその下層の水層 部を各々,n- ヘキサン抽出重量法で油分濃度,重金属等 の有害物質,放射線量を測定した.その結果,油分濃度 は 油 層 部 で 約 340, 000ppm( mg/ kg) , 水 層 部 で 約 170ppm
( mg/ L) であった.重金属等の有害物質については,水層
部に環境省の一律排水基準の健康項目許容限を超えるも
のは無かった.放射線量についても 0. 0μ Sv/ h未満であ
った.よって,油分以外の物質については有害な影響を 受けないであろうと判断した.また,この油層部,水層 部のサンプリング結果の油分濃度を用いて実際の災害漂
着油回収物の油分量を推定することとした.
4. 2 バーク堆肥
供試したバーク堆肥は,拠点候補企業である岩手県内 のバーク堆肥製造企業の協力を得て,既報
4)
のとおり微
生物相 DGGE 法解析によって,一般にCFB菌と称する
Cyt ophaga- Fl avobac t er i um- Bac t er oi det es グループの微 生物が出現することが確認されているものを用い,パイ ル100㎥(約50t)のやや膨らんだ円錐台状とした.な お,処理前のバーク堆肥水分率は 78%であった.
4. 3 災害流出油回収物
分解対象物質とする災害漂着油回収物は,大船渡市に
より回収された災害廃棄物用200L オープンドラム21 缶
分,総重量にして約 3. 6t以上であった.この災害漂着
油回収物の内訳は,油濁液状回収物が 17 缶分( 重量値で
約 2. 9t) ,油吸着マット回収物が 4 缶分 402 枚( 同 約
650kg) ,他に土嚢袋に回収された粘土状の油濁泥土 7 袋
( 同 約 110kg) と推計した.
このうち 17 缶分の油濁液状回収物 約 3, 000L 中に浮か
ぶ高粘度黒色油層が最も高濃度の油汚染物質であること から,この油層部は全て供試することとし,この油層部 のみを選別して優先的に供試した.この油層部回収量を 集計したところ 145L ( 約 130kg) であった.
4. 4 供試した災害漂着油回収物のバイオ処理
バイオ処理の実証試験は,これら 4. 1から 4. 3の供試
条件からバーク堆肥 100 ㎥(約 50t)に災害漂着油回収
物を総重量で約 1. 6t投入した.油濁液状回収物 17缶分
のうち,水層部約 2tは投入できなかった.(Fi g. 5)
投入した災害漂着油回収物の内訳推計値を Fi g. 6に示
す.油層部油分濃度の約 340, 000ppm( mg/ kg) を基に実際の
油分量を推計した結果,油層部中で約 44kg, 油吸着マッ
ト回収物中で約 42kg,合わせてもわずか約 86kg( 約 5%)
Fi g. 5 実証試験開始時の様子(H23. 10. 6 大船渡市) Fi g. 4 「杉の油取り」による回収(H23. 9. 19大船渡市)
であった.これは,ナホトカ号事故回収物での油分量構
成比に近似していた.結果的に, この実証試験における
バ ー ク 堆 肥 パ イ ル 全 体 の 実 験 開 始 時 ( 0 日 , 油 投 入 直 後 ) に お け る 計 算 上 の 油 分 濃 度 の 平 均 値 は 約 5, 800±
620ppm と推算された.この後,2 週間ごとに行う攪拌時
にサンプルを採取した後,それぞれの油分濃度を 1か月
ごとに測定した.
この実証試験のバイオ処理の経過は,油臭については
開始直後から 50日前後まで残ったがその後は無くなり,
また油膜については開始直後に周囲の水溜りで油膜が観 察されたものの,それ以降には観察されなかった.
油分濃度の変化を Fi g. 7(相対誤差=11%で表記)に示 す.概して測定値のバラつきが大きく,初回投入時点か ら低い油分濃度を示しているが,全体的な攪拌が行われ ていないことに起因するサンプリング時の偏りの影響と
考えられる.開始後80日以前は計算上の初期油分濃度を
下回る中で油分濃度が上昇する傾向に見えるが,これは 攪拌時のオペレーションなど攪拌が進むにつれ生じるサ ンプリング要因によるバラつきと解釈することが可能で
ある.攪拌が進んだ 110 日時点における油分濃度は 500
∼2, 300 ppm 程度と,開始時の計算上の油分濃度の 1/ 2
∼1/ 10 程度に減少している.一方で,未だバックグラウ
ンド周辺の値と開きがあるため,さらに観察を継続する 必要がある.
5.
まとめ
このたびの東日本大震災に関連して延長実施した本研 究における実施内容は以下のとおりである.
・現地調査を経て,被災地で沿岸低質に比較的薄い油分 を層状に伴う油汚染が広範囲にわたっている状況や沿 岸に近い特定地区に濃厚な油分を伴う漂着油汚染が手 つかずのまま放置されている状況などが確認できた. ・被災地を汚染している災害流出油回収物をバイオ処理
する拠点の形成をめざし,岩手県及び宮城県のバーク 堆肥企業を対象に先例となる山口県のバイオ処理拠点 でバイオ処理技術のOJT研修を計画どおり実施した. ・宮城県の拠点候補企業が諸般の情勢から実証実験を断
念したが,災害漂着油が残る岩手県大船渡市において バイオ処理への要請もあり,実際に地元自治体とボラ ンティアによって回収作業がなされた災害漂着油回収 物を用いてバイオ処理の実証試験を行うに至った. ・大船渡市のボランティアによって回収された災害漂着
油回収物は総重量約 3. 6tあったものの汚染回収対象
物質である油分はそのうちの約 2%であったというこ
とが明らかとなった.
・実証試験における実験開始時(0 日,油投入直後)に
おける計算上の油分濃度の平均値は約 5, 800± 620ppm
と推算され,攪拌が進んだ 110 日時点における油分濃
度は 500∼2, 300 ppm 程度と,開始時の計算上の油分
濃度の 1/ 2∼1/ 10 程度に減少し,油臭・油膜とも無く
分解過程にあるが,未だバックグラウンド周辺の値と 開きがあるため,さらに観察を継続する必要がある.
これらの経緯から,バーク堆肥由来のバイオ処理技術 は,製造,使用,処分時における熱処理が原則として不 要な環境負荷の低い油回収・処理システムとして期待さ れ,福岡県の産業廃棄物処理企業が事業化主体となり, 被災地の企業と連携して事業化体制に入るとの表明がな された.これにより,高リスク地域での拠点づくりとい う社会実装活動の目標をほぼ達成した.
引き続き本技術の一般化と社会への実装活動が具体的 に進むことになると考えられる.
ナ ホ ト カ 号 事 故 回 収 物 に 近 似
•
バ ーク堆肥
100m3= 50t+
•
災 害漂着油回収物
1590kg–(O P缶 )油層 130 kg •油 分340000ppm 4 4kg
•水 分 8 6kg
–(O P缶 )水層170ppm70 0kg
–( 油 吸着 マット) 65 0kg
•自 重(16%) 10 4kg •油 層(19%) 124 kg
–油 分340000p pm 4 2kg
–水 分 8 2kg
•水 層(65%) 42 2kg
–油 泥 土400p pm 110 kg
油 分濃 度
5800±620 ppm-dry
泥土他
13% 水層
71%
油層
16%
水分 82%
油分5%
Fi g. 6 投入した災害漂着油回収物の内訳推計値
0
2000
4000
6000
8000
10000
0
30
60
90 120150 180
p
p
m
DAY
S ec tion A
S ec tion B
S ec tion C
0 day (calc ulated value)
謝辞
本研究にあたっては,長年多大なる支援を頂いた( 独) 科学技術振興機構,今回の実装活動にご尽力頂いた大船 渡市の特に環境衛生係の関係担当者,貴重な助言を頂い
た宮城大学 笠原紳准教授, ( 独) 海上災害防止センター
萩原貴浩氏,実証試験の実施においてご協力頂いたトー
ア木材( 株) 並びに( 株) 昭林, NPO 法人日本バーク堆肥協
会 , 油 吸 着 マ ッ ト の 提 供 を 快 諾 頂 い た ぶ ん ご 有 機 肥 料 ( 株) ほか各機関・団体の関係各位に心より深く御礼申し上 げます.
参考文献
1) ( 独) 海上災害防止センター:杉樹皮製油吸着材の有効
利用及び微生物分解処理技術に関する調査研究報告書 Ⅱ, 第 4 章, 2005
2) 内藤林 他:ナホトカ号の事故に関する調査研究報告
書(ナホトカ号の事故に関する調査研究会編), 1998
3) 斉藤雅樹, 他 : 油の微生物分解処理技術の一般化に
関する研究,大分県産業科学技術センター平成 19 年
度研究報告,2008
ht t p: / / www. oi t a- r i . go. j p/ r epor t / 2007/ 2007_ 07. pdf
4) 斉藤雅樹, 他 : 油の微生物分解処理技術の一般化に
関する研究(その 2),大分県産業科学技術センター
平成 20 年度研究報告,2009
ht t p: / / www. oi t a- r i . go. j p/ r epor t / 2008/ 2008_ 07. pdf
5) 斉藤雅樹, 他 : 油の微生物分解処理技術の一般化に
関する研究(その 3),大分県産業科学技術センター
平成 21 年度研究報告,2010
ht t p: / / www. oi t a- r i . go. j p/ r epor t / 2009/ 2009_ 09. pdf
6) RI STEX CT J our nal I s s ue No. 11,気仙沼港の石油タ ンク倒壊による油流出の調査報告,2011
ht t p: / / www. r i s t ex. j p/ about us/ ent er pr i z e/ s ecur i t y/ pdf
より安全で使いやす い学校家具の検 証と研究
−これまでに導入された事例の検証とリデザイン−
Ver i f i c at i on
and
s t udy
of
s c hool
f ur ni t ur e
and
m
or e
s ec ur e,
and
eas y- t o- us e
−Ver i f i c at i on
and
r edes i gn
of
t he
c as e
has
been
i nt r oduc ed
s o
f ar −
兵頭敬一郎
*・山本幸雄
**・大野善隆
***
製品開発支援担当・
**
農林水産研究指導センター林業研究部
Kei i c hi r o
H
YO
DO
*,
Yuki o
YAM
AM
O
TO
**,
Yos hi t aka
O
O
N
O
**,
*
Pr oduc t Dev el opment Gr oup,
**
Oi t aPr ef ec t ur al Agr i c ul t ur e,For es t r yand Fi s her i es Res aer c h Cent er F or es t r y Res eac h Di v i s i on
要
旨
平成12年度の「地域公共施設の木製化研究」,平成13年度の「木の学校家具」提案研究を基に,平成14年
度から実用化した学校用机・椅子は6年間で日田市内の全小学校に,平成18年度から3年間で別府市内の全中学 校に導入され,合わせて約1万セットが利用されている.最も初期に導入された机・椅子は導入からすでに8年が 経過しており,破損(一部ほぞ抜けなど)など様々な問題が生じている.そこで,リデザインと強度試験による安 全で使いやすい学校家具の実用化を目指す.
1.
目的
児童の木材に対する親しみや木の文化への理解を深め るため,材料としての木材の良さやその利用の意義を学 ぶ「木育」教育活動の推進が,平成 18 年 9 月に閣議決定 された「森林・林業基本計画」に明記されるなど,昨今 学校現場で木材の持つ温かさ,柔らかさが見直されるよ うになってきた.
当センターでは,平成 13 年度から学校家具の開発に取
組 ん だ . 平 成 14 年 か ら 開 発 し た 学 校 家 具 の 机 や 椅 子 (Fi g. 1)も日田市や別府市で毎年,導入が進み,これま でに 10, 000 脚近くが教育の現場で活用されてきた.
最初の導入時から約8年が経ち,不具合や使い勝手で
課題が生じていると推測される.そこで,平成 22 年度に
は,これまでに導入した机や椅子の不具合や課題を明ら かにするため現状を調査した.その結果,机の 10%,椅 子 の 14%に 何ら か の不 具合 が生 じ てい るこ と が明 らか に な っ た . 机 の 不 具 合 の 内 訳 は , ほ ぞ の 抜 け が 全 体 の 4. 3%,あり桟のずれが全体の 4. 0%,材の欠けが全体の 0. 6%,残りがほぞの抜け,あり桟のずれ,材の欠けの複 合であった.椅子の不具合の内訳は,ほぞの抜けが全体
の 9. 5%,材の欠けが全体の 3. 1%,残りがほぞの抜けと
材の欠けの複合であった.
Fi g. 2 ほぞの抜け
2.
研究内容
平成 22 年度の状況調査の結果,机,椅子に共通の課題
として,①ほぞの抜け(F i g. 2),②材の欠け(Fi g. 3),
机のみの問題として③あり桟のずれ(F i g. 4)があること
が分かった.①ほぞの抜けについては,ほぞの強度を実 験により再確認することとし,②材の欠け,③あり桟の ずれについては設計変更で対応することとした.
①ほぞの抜け対策として,かん合度の検討,ほぞ形状 の検討,接着剤塗布方法について検討した.
2. 1 ほぞの強度試験
2. 1. 1 かん合度の検討
幅 33mm× 厚 45mm× 長 900mmの試験体作製用スギ材 240
本の曲げヤング係数を測定し,ヤング係数の分布が同じ
になるように 15 グループに分けた.その後,試験体作製
用スギ材を長さ 450mmに切断し T 型試験体を作製し,引
張り試験( Fi g. 5) を行った.引張り試験にはインストロン
社製万能材料試験機 5568(荷重容量 5kN)を用いた.試
験速度は 2mm/ 分とした.
かん合度の条件は,ほぞ穴の大きさを幅 14mm× 厚 33mm
× 深さ35mmとし,ほぞの大きさを長さ33mm,幅方向で
14. 0mm,14. 1mm,14. 5mm,の3 条件,厚方向で33. 1mm, 33. 5mm,34. 0mm,34. 5mm,35. 0mmの 5 条件,計 15 条件
( Fi g. 6) とした.接着剤はほぞの頭面,ほぞ穴の底面以外
のすべての面に塗布し,はみ出した接着剤はウエスで拭 き取った.
Fi g. 3 材の欠け
Fi g. 4 あり桟のずれ
Fi g. 5 試験の様子 Fi g. 7 ほぞの形状
Fi g. 6 かん合度条件 厚方向
幅方向
a.留めほぞ b.通しほぞ
座面の曲面加工 床すりの取り付け
Fi g. 9 椅子の設計変更 3D シミュレーション Fi g. 10 学校家具普及リーフレット
2. 1. 2 ほぞ形状と接着剤の塗布方法の検討
幅 33mm× 厚 45mm× 長 900mmの試験体作製用スギ材 112 本の曲げヤング係数を測定し,ヤング係数の分布が同じ になるように 8 グループに分けた.ほぞの形状(Fi g. 7) を表 1 のとおりとし,2. 1. 1 と同様の試験を行った.
接着剤はほぞの頭面,ほぞ穴の底面以外のすべての面 に塗布し,はみ出した接着剤はウエスで拭き取りと,接 着剤はほぞ穴の幅面のみに塗布とした( F i g. 8) .
2. 2 設計変更
ほぞの引き抜き試験と同様にほぞを上記のb,c,d の3タイプとし,家具として組み立てて J I S の強度試験 を行なった.2011 年にJ I S S 1021 学校用家具−教室用 机・椅子が改正となり.主な改正点は下記のとおり.
・身長 173c m前後の需要対応のため 5. 5 号の追加 ・主要寸法のみ規定しその他の寸法を規定から削除
机の天板は 取り替え ができる よう蟻 桟で固定 しており , 力をかけるとずれ るた め , ずれ 防 止の 対 策 を行 な っ た.
また,旧 J I S で細かく規定されていた前脚の左右をつ
なぐ貫の取り付け位置の寸法規定が新 J I S では緩和され たため,下方に貫を取り付けることとした.
この貫は強 度的に 有効であ るが, 足の動き を妨げ る可 能性もあるため任意とし,導入側の意向に合わせて取り 付けも可能とする.
○ 机の設計変更のポイント
・ずれ防止のため天板と蟻桟をビスで固定
・前脚下方に左右の脚をつなぐ貫の取り付け(任意) ・天板裏側左右に手がかりとなる溝をつける
椅子の脚部 下端の 小口割れ 防止の ため,あ らかじ め床 すりを付けることとし,座り心地の向上のため体が接触 する座面と背面を多少湾曲させることとした.試作する 前に Fi g. 9 に示す3Dシミュレーションにより確認した
○ 椅子の設計変更のポイント
・あらかじめ床すりを取り付ける ・座面と背面の多少の曲面加工
2. 3 教育委員会の評価
県産木材による学校家具のニーズを確認するため,県 内各市町村の教育委員会の担当者から聞き取り調査を行 った.訪問時に現物を確認してもらい,導入の課題や今 後の方向性を伺った.また,導入された教室の状況や, 学 校 家 具 の 形 状 や 各 号 の 寸 法 等 の 仕 様 が わ か る よ う Fi g. 10 のとおり A4 のリーフレットにより情報提供した.
Fi g. 8 接着剤塗布の様子
ほぞ の みへ の 塗布 ほぞ と ほぞ 穴 への 塗 布
Tabl e 1 ほぞの形状 ほぞ穴
(幅× 厚× 深,mm)
ほぞ (幅× 厚× 深,mm)
ピン,くさびの形状など a.留めほぞ 14× 33× 35 14.1×33.5× 33 −
b.通しほぞ 14× 33× 45 14.1×33.5× 45 −
c.通しほぞ+ピン 14× 33× 45 14.1×33.5× 45 ブナ,直径12× 長33mm d.通しほぞ+くさび 14× 33× 45 14.1×33.5× 45
切欠き,幅3× 長32mm
3.
研究結果及び考察
3. 1 ほぞの強度試験
3. 1. 1 かん合度の検討
試験体作 製用 スギ材 の密度 は 426kg/ m
3
, 曲 げヤン グ係 数は 4. 0GPa だった.試験の結果を F i g. 11 に示す.かん
合が厚方向0. 0,幅方向0. 1mmの平均がそれ以外の平均
と比較して低いものの,ほかのかん合条件の場合平均が おおむね 11kN 前後でほぼ同程度であることが分かった. ほぞのかん合について,ほぞの寸法がほぞ穴よりも小さ くなるマイナスかん合は許容されないこと,ほぞの寸法 がほぞ穴に対して大きすぎる場合ほぞ穴端部が割れる危
険性があることを考慮し,ほぞの寸法を厚方向で 0. 1mm,
幅方向を 0. 5mmほぞ穴よりも大きくすると良いことが分
かった.以下の実験では,このかん合条件とした.
3. 1. 2 ほぞ形状と接着剤の塗布方法の検討
試験体作 製用 スギ材 の密度 は 368kg/ m
3
, 曲 げヤン グ係 数は 6. 3GPa だった.試験の結果を F i g. 12 に示すほぞ, ほ ぞ 穴 両 方 に 接 着 剤 を 塗 布 し た 場 合 の 平 均 は お お む ね
8kN 前後でほぼ同程度であることが分かった.通しほぞ,
通しほぞ+ピン,通しほぞ+くさび等の形状にすると,留
めほぞよりもコスト上昇の要因になることから,留めほ ぞが良いことが分かった.
いずれの形状でも,ほぞ,ほぞ穴両方に接着剤を塗布 し た 場 合 は , ほ ぞ 穴 だ け に 塗 布 し た 場 合 に 比 べ 50∼ 100%平均値が向上することが確認できた.
3. 2 設計変更
設計変更したすべての学校家具についてJ I S の強度試
験に適合した(Fi g. 13).机については下部の貫を取り付
けた状態で試験を行ったあと,貫を切り取って試験をし たがどちらも適合した.
3. 3 教育委員会の評価
地域の木材を使用した学校家具について,市町村の担 当者からの評価は高かったが,予算面で課題があること がわかった.中には,校舎の新築や増築に合わせて,木 製学校家具導入の予算化を検討するため,家具製造企業 に見積りを依頼する自治体もあった.
木製学校家具が県内で製造できることを知らない担当 者が多く,導入の機会を逃さないためにも,今後も継続 的に情報提供を行い,導入支援を行う必要がある.
4.
まとめ
平成 14 年度から県内に導入された机,椅子の現状を調
査したところ,およそ 7, 500 セットのうち机 10%,椅子
14%に何らかの不具合があった.机, 椅子に共通の課題と
して,ほぞの抜け,材の欠け,机のみの問題としてあり 桟 の ず れ で あ る . ほ ぞ の 寸 法 に つ い て は , 厚 さ 方 向 で 0. 1mm,幅方向で 0. 5mmほぞ穴よりも大きくするのが最適 と考えられる.接着剤を,ほぞ,ほぞ穴両方に塗布した
場合,ほぞ穴だけに塗布した場合よりも 50∼100%強度
が向上することが分かった.
本研究での試験結果を基に,県内小中学校への県産木 材を使用した,より安全で使いやすい学校用机,椅子の 導入支援と企業への技術支援を継続して行なう事とした.
Fi g. 11 かん合度試験の結果
0.0 0.1 0.5
Fi g. 12 ほぞ形状と接着剤の塗布方法試験の結果
行動観察手法を用いた製品開発プロセスの高度化研究
佐藤幸志郞
製品開発支援担当Res ear c h
of
i nnovat i on
f or
pr oduc t
devel opm
ent
pr oc es s
by
t he
us e
of
behavi or
obs er vat i on
Kous hi r ou
SATO
U
Pr oduc t Devel opment Gr oup要
旨
製品ユーザーの潜在ニーズを顕在化するツールとしてその有効性が注目されている「行動観察手法」について,研究
機関や企業の研究事例について情報収集を行うと共に,当センターが実施する県内企業に対する製品開発支援業務の中
で本手法を試行した.企業の製品開発を支援するために,「行動観察手法」は有効な支援ツールとしての可能性を持つ
ことが確認できた.
1.
は じ め に
製 品 開 発 に お い て , ユ ー ザ ー ニ ー ズ を 起 点 と し た マ ー ケ ッ ト イ ン 型 開 発 プ ロ セ ス の 有 効 性 は , 県 内 製 造 業 界 に お い て も 徐 々 に 了 知 さ れ つ つ あ る が , ア ン ケ ー ト や イ ン タ ビ ュ ー と い っ た , 従 来 か ら の ユ ー ザ ー ニ ー ズ を 把 握 す る 手 法 で は , 市 場 に 受 け 入 れ ら れ る 製 品 を 生 み 出 す た め の 要 件 で あ る 「 潜 在 ニ ー ズ 」 を , 精 度 良 く 抽 出 で き て い る か 疑 問 視 さ れ て い る . マ ー ケ ッ ト イ ン 型 開 発 は , 起 点 と な る ユ ー ザ ー ニ ー ズ の 精 度 に よ っ て 市 場 化 の 成 否 が 左 右 さ れ る た め , 精 度 向 上 が課 題 と なっ て い る.
県 内 企 業 の 製 品 開 発 を 効 果 的 に 支 援 す る 新 た な 手 法 と し て ,サ ー ビ ス科 学 分 野に お いて ユ ー ザー の「 潜 在 ニ ー ズ 」 の 顕 在 化 す る ツ ー ル と し て の 有 効 性 が 注 目 さ れ て い る 「 行 動 観 察 手 法 」 に 着 目 す る . 本 研 究 で は , 行 動 観 察 手 法 に つ い て 研 究 機 関 や 企 業 の 研 究 事 例 に つ い て 情 報 収 集 を 行 う と 共 に , 県 内 企 業 の 商 品 開 発 支 援 業 務 の 中 で 本 手 法 を 試 行 し て , そ の 有 効 性 を 確 認 する .一定 の 有 効性 が 確 認で き た 場合 に は , 研 究 終 了 後 も 機 会 を 捉 え て 活 用 ノ ウ ハ ウ を 整 理 ・ 蓄 積 し , 県 内 企 業 の 製 品 開 発 を 効 果 的 に 支 援 す る 技 術 支 援 機 関 と し て , 企 業 支 援 ス キ ル の 高 品 質 な 継 承 を 目 指 す .
2.
研 究 方 法
2. 1 行 動 観 察 手 法に つ い ての 調 査
行 動 観 察 手 法 を 重 要 な 評 価 ツ ー ル と し て 活 用 し て い る 分 野 で あ る , ユ ー ザ ー イ ン タ ー フ ェ イ ス 研 究 分 野 に お け る , 国 内 外 の 動 き に つ い て 学 会 誌 等 か ら 情
報 収 集 を 実施 し た .
人 間 が 操 作 す る 様 々 な 製 品 の ユ ー ザ ー イ ン タ ー フ ェ イ ス の ユ ー ザ ビ リ テ ィ を 評 価 す る た め に , 日 本 人 間 工 学 会 , ヒ ュ ー マ ン イ ン タ ー フ ェ イ ス 学 会 等 に お い て , 評 価 目 的 に 応 じ た 様 々 な テ ス ト 手 法 が 提 案 さ れ て い る . 国 際 的 に も ユ ー ザ ビ リ テ ィ 活 動 を 効 果 的 に 行 う た め の プ ロ セ ス が , I SO13407: 1999( J I S Z 8530: 2000) と し て 策 定 済 み で あ り , ユ ー ザ ビ リ テ ィ 評 価 プ ロ セス は , OA 機 器 や 家 電 メー カ ー の人 間 中 心 的 な 立 場 か ら の 製 品 開 発 に と っ て 必 須 の も の と な っ て い る .
ユ ー ザ ビ リ テ ィ 評 価 と は , 大 き く は 総 括 的 評 価 と 形 成 的 評 価 に 区 分 さ れ る も の で あ る . 総 括 的 評 価 は 競 合 製 品 や 複 数 の 製 品 案 と 比 較 し て 客 観 的 な 優 劣 を 測 定 す る も の で あ り , 原 則 と し て 開 発 プ ロ セ ス の 初 め と 終 わ り で 用 い ら れ る . そ れ に 対 し て 形 成 的 評 価 は 製 品 を 使 用 し て い る ユ ー ザ ー の 認 知 と 行 動 を 記 録 ・ 分 析 し て , 製 品 の 問 題 点 は 何 か , 改 善 す る た め に 何 が 必 要 か と い う こ と を 明 ら か に す る も の で あ り , 開 発 プ ロ セス の 途 中で 繰 り 返し 用 いる も の であ る .
易 に 開 発 リ ソ ー ス を 総 括 的 評 価 に 振 り 向 け る べ き で は な い と され て い る.
形 成 的 評 価 の 代 表 は 「 思 考 発 話 法 」 を 使 っ た 行 動 観 察 で あ り, 5∼ 6 名 の ユ ーザ ー に「 考 え てい る こ と を 話 し な が ら 」 イ ン タ ー フ ェ イ ス を 使 っ て も ら い , ユ ー ザ ー イ ン タ ー フ ェ イ ス が ユ ー ザ ー の 操 作 に 与 え る 影 響 を 明 ら か に す る も の で あ る . 操 作 プ ロ セ ス に 沿 っ て 随 時 , 何 を 考 え て い る , 次 に ど う し よ う と 思 う , な ぜ そ う し よ う と 思 っ た か を 発 話 し て も ら う こ と に よ り , ユ ー ザ ー が イ ン タ ー フ ェ イ ス の ど の 部 分 に 注 目 し て , そ れ を ど の よ う に 解 釈 し て , ど ん な 行 動 を 取 っ た の か 詳 細 に 把 握 で き る た め , イ ン タ ー フ ェ イ ス の 問 題 点 や そ れ を 解 決 に 導 く た め の 材 料 を 明 ら か に す るこ と が でき る . 被験 者 5名 程 度の 短 時 間 の 小 規 模 な 観 察 実 験 で も 20 名 以 上 の 大 規 模 な ユ ー ザ ビ リ テ ィ テ ス ト か ら 導 か れ る 問 題 点 の 85%は 見 つ け る こ と が で き る と さ れ て お り , ユ ー ザ ー ニ ー ズ を 満 た す 製 品 開 発 を す る た め に は 開 発 プ ロ セ ス の 途 中 で 行 動 観 察 を は じ め と し た 小 規 模 な 形 成 的 評 価 を 繰 り 返 す こ とが 推 奨 され て い るこ と が確 認 さ れた .
ま た , 文 献 調 査 以 外 の 情 報 収 集 と し て , 情 報 デ ザ イ ン フ ォ ー ラ ム ※に 参 加 し 家 電 メ ー カ ー や 大 学 等 の 最 新 の 行 動 観 察 手 法 に つ い て 入 手 す る こ と が で き た .
※第 8 回 情報 デ ザ イン フ ォ ーラ ム 平 成 2 3 年9 月 2 3日
千 葉 工 業 大学 津 田 沼キ ャ ン パス ) フ ォ ー ラ ムテ ー マ :「 観 察 とデ ザ イ ン」
中 心 議 題:「 ラピ ッ ド エス ノ グ ラフ ィ ー の実 践 」
2. 2 商 品 開 発 支 援業 務 の 中で の 活 用
2. 2. 1 自 然 状 況 下で の 観 察( ラ ピッ ド エ スノ グ ラ フ ィ ー の 試行 )
県 内 企 業 の 商 品 開 発 支 援 業 務 の 2 つ の 案 件 に つ い て 本 手 法 を 試 行 し て , そ の 有 効 性 を 確 認 す る こ と と し た .
一 つ 目 の 案 件 は , 家 庭 用 製 パ ン 器 の 開 発 支 援 ( 平 成23 年 度 商 品 化 サポ ー ト 事業 )の 中で ,ユー ザ ー の パ ン 発 酵 作 業 を 分 析 す る こ と に よ り ユ ー ザ ー の 潜 在 ニ ー ズ を 明 ら か に し て , ユ ー ザ ビ リ テ ィ の 高 い 製 品 仕 様 を 決 定す る 作 業に 行 動 観察 手 法を 試 行 した .
本 観 察 に お い て は , ユ ー ザ ー が 通 常 製 パ ン 作 業 を 行 っ て い る キ ッ チ ン の 中 で の 自 然 な 行 為 を 観 察 す る た め に , 行 動 観 察 手 法 の 中 の ラ ピ ッ ド エ ス ノ グ ラ フ ィ ー を 選 択 し た . こ れ は , ユ ー ザ ー の 無 意 識 の ニ ー
ズ を 探 す た め の 観 察 ・ 分 析 手 法 で あ り , 人 類 学 で の エ ス ノ グ ラ フ ィ ( 参 与 観 察 に 基 づ い た 民 族 誌 と し て の 定 性 的 コ ー デ ィ ン グ ) の 手 法 を ビ ジ ネ ス で 活 用 す る も の と し て , 利 用 さ れ て い る 手 法 で あ る . エ ス ノ グ ラ フ ィ ー に お け る 定 性 的 コ ー デ ィ ン グ に あ た る 「 定 性 的 クリ ッ ピ ング 」を ,消 費 者の「 観 察」や「 イ ン タ ビ ュ ー 」 に よ り 行 い , ゴ ー ル と し て 「 デ ザ イ ン テ ー マ 」 や 「 解 決 指 針 」 の ア ウ ト プ ッ ト を 目 指 す も の で あ る .
観 察 に は 定 点 設 置 の ビ デ オ カ メ ラ に よ る 撮 影 デ ー タ を , PC に 取 り 込ん で そ の行 為 を時 系 列 にテ キ ス ト 化 す る 方 法 で 行 っ た . ビ デ オ に 記 録 さ れ た 圧 倒 的 な 量 の 行 動 情 報 を , 繰 り 返 し 見 返 す こ と で , リ ア ル タ イ ム の 観 察 で は 得 ら れ な い 深 い 観 察 を 実 施 す る こ と が で き , 多 く の ユ ー ザ ー ニ ー ズ と そ れ に 基 づ く 開 発 要 件 を 得 るこ と が でき た .
F i g. 1 分 析 フ ロ ー図
2. 2. 2 あ る 条 件 下で の 観 察( プ ロ トコ ル 分析( 思 考 発 話 ) の適 用 )
二 つ 目 の案 件 は, PC の デ ー タ 管理 シ ス テム の 改 善 ( 平 成 23年 度 企業 ニ ー ズ対 応 型 研究 事 業 )の 中 で , 現 行 の シ ス テ ム を 使 用 す る ユ ー ザ ー の PC 操 作 を 分 析 す る こ と に よ り , シ ス テ ム の 問 題 点 を 明 ら か に し て , そ の 改 善 策 を 導 く 作 業 に 行 動 観 察 手 法 を 試 行 し た .
本 観 察 に お い て は , 同 じ 操 作 条 件 の も と で 複 数 の ユ ー ザ ー が 操 作 す る 行 為 を 比 較 観 察 す る た め に , 行 動 観 察 手 法 の 中 の プ ロ ト コ ル 分 析 ( 思 考 発 話 法 ) を 選 択 し た . こ れ は , ユ ー ザ ー に 考 え て い る こ と を 話 し な が ら タ ス ク を 実 行 さ せ る , 元 は 認 知 心 理 学 の 分 野 に お い て 開 発 さ れ た 分 析 手 法 で あ る . 主 に , ① ユ ー ザ ー が 独 力 で タ ス ク を 完 了 で き る か 観 察 , ② ゴ ー
映像分析
ル に 到 達 す る ま で む だ な 操 作 や と ま ど っ た り し な い か 観 察 , ③ 不 満 の 有 無 の 観 察 , の 3 つ の 観 点 に 注 目 し て 観 察 す る こ と で , ユ ー ザ ー が ど の 部 分 に 注 目 し て そ れ を ど の よ う に 解 釈 し て ど ん な 行 動 を と っ た の か と い う こ と を 詳 細 に 把 握 で き る も の で あ る . そ れ に よ り , な ぜ 失 敗 し た か , な ぜ と ま ど っ た か , な ぜ 不 満 を 述 べ た の か を 明 ら か に で き る 強 力 な 分 析 手 法 で あ る と さ れ て お り , 他 の 評 価 法 は 制 約 が 多 い こ と も あ り , 現 状 で の 行 動 観 察 や ユ ー ザ ー テ ス ト は プ ロ ト コ ル 分 析が 主 に 使わ れ る .
観 察 は , 大 分 県 産 業 科 学 技 術 セ ン タ ー 内 に 簡 易 ラ ボ F i g. 2を 設 置 し, ユ ー ザー と 見立 て た 被験 者 全 員 に 同 じ タ スク の 実行 F i g. 3を 依 頼し , そ の行 動 と 発 話 を 全 て 記 録 し た . 記 録 の 中 か ら 問 題 点 を 抽 出 し , 全 て の 問 題 点 に 対 し て イ ン パ ク ト 分 析 を 実 施 す る こ と に よ り , 解 決 優 先 度 の 高 い 問 題 点 を 明 ら か に す る こ と が で きた .
3.
結 果 及 び 考 察
商 品 開 発 支 援 業 務 の 2 つ の 案 件 に つ い て 行 動 観 察 手 法 を 試 行 す る こ と に よ り , ユ ー ザ ー の 潜 在 ニ ー ズ を 明 ら か に し て 開 発 要 件 や 製 品 の 問 題 点 を 得 る こ と が で き た . 行 動 観 察 手 法 に つ い て の 調 査 結 果 と 併 せ て , 企 業 の 製 品 開 発 を 支 援 す る た め に 「 行 動 観 察 手 法 」 は 有 効 な 支 援 ツ ー ル と し て の 可 能 性 を 持 つ こ と が 確 認 で きた .
本 年 度 が 初 め て の 試 み で あ る こ と か ら , 記 録 の ミ ス 等 ,実 験・分 析 両面 に 課 題も 多 く見 い だ され た が , 本 年 度 の 実 施 内 容 を 基 点 と し て , 次 年 度 以 降 も 開 発 支 援 業 務 に お い て 機 会 を 捉 え て 行 動 観 察 実 験 を で き る 限 り 活 用 し , で き る 限 り ユ ー ザ ー ニ ー ズ に 適 う 市 場 競 争 力 の 高 い 製 品 開 発 を 進 め , そ の ノ ウ ハ ウ の 蓄 積 を 継 続 した い と 考え て い る.
参 考 文 献
( 1) ユーザビリティテスティング 黒須正明 編著 ( 2003) ( 2) ユーザビリティエンジニアリング 樽本徹也 ( 2005)
( 3) GUI デザインガイドブック 日本人間工学会・アーゴデザイン部 会スクリーンデザイン研究会 編( 1995)
PC
被験者
実験進行者
外
部
モ
ニ
タ
ビデオ
資料
モ
ニ
タ
ついたて
テーブル
F i g. 2 簡 易 ラ ボ
集 成 材
ツキ板
無 垢 材
製 材 乾 燥
スライス フリッチ
大径クヌギ材の利用 技術の開発
兵頭敬一郎
*・
河津渉
**
・
古曳博也
**
・
豆田俊治
**
・
大野善隆
** *
製品開発支援担当・ **
農林水産研究指導センター林業研究部
Res ear c h
and
devel opm
ent
of
l ar ge
di am
et er
l og
of
kunugi
( s aw
t oot h
oak)
Kei i c hi r o
H
YO
DO
*,
W
at ar u
KAW
AD
U
**,
H
i r oy a
KO
H
I KI
**,Tos hi har u
M
AM
ED
A
**,Yos hi t aka
O
O
N
O
***
Pr oduc t Dev el opment Gr oup,
**
Oi t a Pr ef ec t ur al Agr i c ul t ur e,F or es t r y and F i s her i es Res aer c hCent er For es t r y Res eac hDi vi s i on
要
旨
日田地区の家具業界で多用している外国産材は輸入制限の強化などで高騰する傾向にあり,入手困難になることも想定
される.業界では椎茸のほだ木として造林されたクヌギ材が大径化して蓄積量が増えていることに着目して家具用材として使
用できないか検討したいと考えた.そこで公設試農工連携推進事業により当センターと農林水産研究指導センター林業研究
部が連携し平成21∼23 年の 3 ヵ年の計画で,クヌギ家具の可能性を見極めるため,製材から乾燥,加工,製品化の一連の
試験研究を行った.
1.
目的
本県では脚物家具といわれるテーブルや椅子などを作 る家具産業が日田市を中心に発展してきた.戦後に産地 を形成し,高度経済成長の中で大きく伸びてきた.発展 の初期の段階の原材料は地場の木材が中心であったが, 外材が安く安定的に入るようになってからは大きく外材 に依存するようになり,今では使用木材の約80%が外材 である.しかし,近年,この外材も原産国の輸出制限に より,安定的な供給が今後も続くとは考えられない状況 となってきた.
そのような背景から,業界では県産木材活用の検討を 進めていきたいと考えた.そこで,「大径クヌギ材」に 的を絞り,どのように材を加工すれば家具用材として使 えるかを研究した.
2.
研究内容
クヌギ材は,強度的特性に優れているものの,非常に
重たく割れや変形が生じやすい材料である.そのため利 用する場合は「無垢材」の他に,小割り材を幅矧ぎした 「集成材」やスライス材による「ツキ板」の使用が有効 である(Fi g. 1).今年度は家具に使用するうえで課題の 残っていた3項目について試験を行った.
まず最初の課題は乾燥である.厚板材の乾燥について 割れや変形の少ない乾燥条件を選ぶことを目標とした.
Fi g. 1 家具用部材の種類
Tabl e1 人工乾燥スケジュール
(上段:中温乾燥 60℃, 下段:中温乾燥 75℃) (日)
1 12 0 ∼ 12 0. 5 50 45
2 12 12 ∼ 24 1. 0 55 40
3 12 24 ∼ 36 1. 5 60 40
4 288 36 ∼ 324 13. 5 60 35
5 12 324 ∼ 336 14. 0 45 40
(hr )
ス テ ッ プ
時間 (hr )
累計時間
乾球温度 (℃)
湿球温度 (℃)
(日)
1 12 0 ∼ 12 0. 5 50 45
2 12 12 ∼ 24 1. 0 60 45
3 12 24 ∼ 36 1. 5 70 50
4 12 36 ∼ 48 2. 0 75 50
5 276 48 ∼ 324 13. 5 75 45
6 12 324 ∼ 336 14. 0 70 50
(hr )
ス テ ッ プ
時間
(hr )
累計時間
乾球温度
(℃)
湿球温度
次の課題は接着である.集成材や部材接合に用いる接 着剤の耐久性を評価するために,3つの環境(乾燥環境, 気乾環境,湿潤環境)下において接着試験を実施した.
3点目の課題はツキ板である.ツキ板の耐久性を評価す るために,3つの環境(乾燥環境,気乾環境,湿潤環境) 下において剥がれや反りの程度を確認した.
2. 1 厚板材の乾燥試験
胸高直径30∼34c mのクヌギ原木を2mの長さに玉切りし
た.材は髄を避けて片方に樹皮を付けた状態で幅を約5∼ 12c m,厚さ50mm及び60mmに製材した.桟積みにした後, 材の上部に載荷して室内で76日間天然乾燥(7∼10月), その後14日間人工乾燥した.人工乾燥のスケジュールは
中温乾燥60℃または75℃の2条件とした(Tabl e 1).さ
らに載荷を除去した後約1カ月室内にて養生させた. 養生後に材の割れの確認,長さ方向の反り(矢高)を 測定した.
2. 2 接着剤の耐久性試験
乾燥材に存在している割れや節,反り等の欠点を除去
して,幅25mm,厚さ15mmの寸法に切削して小割り材に加
工した.3種の接着剤(Tabl e 2)を用いて小割り材2枚を
貼り合わせた.供試した接着剤は2種が集成材用接着剤, 1種が部材接合用接着剤である.3つの環境(乾燥環境, 気乾環境,湿潤環境)下にて試料を調整した後,集成材 の日本農林規格のうち「構造用集成材のブロックせん断 試験」に準拠し接着試験を行った.なお環境操作条件は,
乾燥環境:60℃熱風 10 日間
気乾環境:20℃65% 4 日間
湿潤環境:60℃90% 10 日間
である.
2. 3 ツキ板(スライス材)の耐久性試験
胸高直径34∼42cmのクヌギ原木を用いて,厚さ0. 5mmの
板目取りにスライスし,4mm厚の繊維板(MDF) に貼ってツ
キ板を加工した.裏面にはステ貼りとして0. 2mm厚のタモ
を接着した.幅20㎝× 長さ20㎝のサイズに切断した後,
クヌギ突板の表面にウレタン塗装を施した.
3つの環境(乾燥環境,気乾環境,湿潤環境)下にて試 料を調整した後,目視にてツキ板の浮きや剥がれの有無, 幅方向の反り(矢高)を測定した.比較対照としてナラ
のツキ板(厚さ0. 2mm板目取り)も供試した.なお環境操
作条件は,
乾燥環境:60℃熱風 10 日間
気乾環境:室内 20 日間
湿潤環境:40℃90% 10 日間
である. 2. 4 家具試作
クヌギツキ板の利用について,3Dシミュレーション による確認後,曲面貼り製品の家具試作を日田市の家具 業者に委託した.
3.
研究結果及び考察
3. 1 厚板材の乾燥について
クヌギ材の初期含水率は約 60%であった.76日間の天
然乾燥で約 20%となり,さらに 14 日間人工乾燥すること
によって中温乾燥 60℃で約 7%,中温乾燥 75℃で約 5%
まで低下した.養生後の材の状態を Fi g. 2 及び Fi g. 3に 示す.Fi g. 2 は板厚 50mmの試料で,左半分 10 本が中温乾 燥60℃,右半分10本が中温乾燥 75℃を,またFi g. 3は
板厚60mmの試料で,左半分10 本が中温乾燥 60℃,右半
分 10 本が中温乾燥 75℃を表している.養生後の含水率は,
板厚50mm及び60mmともに12%以下であることから,家
具用材として適当な乾燥であるといえる.材の状態は,
板厚50mm及び60mmともに中温乾燥75℃の場合は内部割
れの発生した材が見受けられたのに対し,中温乾燥 60℃
の場合は内部割れの発生がみられなかった.このことか
ら乾燥温度は高めの 75℃よりも低めの60℃に設定した方
Tabl e 2 供試した接着剤
番号 主成分 摘要
① 水性- 高分子イソシアネート 集成材
② 水性- 高分子イソシアネート 集成材・高密度用
③ 酢酸ビニルエマルジョン 部材接合
Fi g. 2 養生後の材の状況(板厚 50mm)
Fi g. 3 養生後の材の状況(板厚 60mm)
乾燥温度60℃ 乾燥温度75℃
養生後 含水率 1 1 .2 %
養生後 含水率 9 .1 %
割れ
乾燥温度75℃ 乾燥温度60℃
養生後 含水率 1 2 .2 %
養生後 含水率 9 .5 %
割れ
割れ
割れ
が有効であると判断できた.
Fi g. 4 に長さ方向の反り(矢高)の状況を示す.材厚
50mm及び 60mmともに乾燥時に載荷した方が,反りの抑制
に効果のある結果が示された.材長 2mに対して平均矢高
が 4. 5∼5. 1mm程度と低く抑えられた.
3. 2 接着剤の耐久性について
集成材や部材接合に用いる接着剤について,3 つの環境 (乾燥環境,気乾環境,湿潤環境)下における接着試験
の結果を Fi g. 5 に示す.接着強さは,乾燥環境>気乾環
境>湿潤環境の関係を示した.参考値として図中に赤線
で日本農林規格の構造用集成材の基準値 9. 6N/ mm
2
を記載 したが,どの環境下においても基準値以上の値を示した.
以上のことから,今回供試した 3 種の接着剤(集成材
用接着剤 2種,部材接合用接着剤 1種)は,クヌギを接
着するそれぞれの用途において使用可能な接着剤である と判断できた.
3. 3 ツキ板(スライス材)の耐久性
クヌギ及びナラのツキ板について,3 つの環境(乾燥環
境,気乾環境,湿潤環境)下において実施した耐久性試
験の結果を Fi g. 6 に示す.どの環境下においてもすべて
のツキ板に浮きや剥がれ等の異常はみられなかった.幅 方向の反りについては,気乾環境ではクヌギ及びナラの ツキ板ともに極端な反りは無く,平均矢高はクヌギツキ 板で 0. 95mm,ナラツキ板で 0. 25mm程度であった.乾燥環 境及び湿潤環境では,ナラツキ板は反りの程度が少なか った一方で,クヌギツキ板は乾燥環境では凹型に,湿潤 環境では凸型に大きく反る傾向を示した.
クヌギツキ板で大きな反りが生じた原因として,表面
がクヌギ 0. 5mm 厚のスライス材に対し裏面(ステ貼り)
が 0. 2mm 厚のタモスライスであったことが考えられる.
厚さの異なるスライス材で構成されたことにより表裏間 で膨潤収縮に差が生じたためと思われる.表裏ともにク
ヌギ 0. 5mm 厚のスライス材で構成されたツキ板を供試し,
反りの軽減が図られるか確認したい.
3. 4 家具試作について
クヌギツキ板曲面貼り製品として「卓袱台」,「サイ ドテーブル」を3Dシミュレーションによる仕上がりイ メージを確認後試作した(Fi g. 7,Fi g. 8 及び Fi g. 9).
「サイドテーブル」は縁部に曲率半径 25mmの曲面貼り加
工を行ったが,当初計画していた 0. 5mm 厚のツキ板は厚
くて貼れず,0. 2mm厚のツキ板を貼った.
Fi g. 4 長さ方向の反り(矢高)
Fi g. 5 接着剤の耐久性試験の結果
Fi g. 6 ツキ板の耐久性試験の結果
1 0 .0
7 .0
4 .5 5 .1
0 5 1 0 1 5 2 0 2 5 3 0
5c m 6cm 5c m 6cm
載荷なし 載荷有り
長
さ
方
向
の
矢
高
( m m ) 0 1 0 2 0 3 0 4 0 5 0
① ② ③ ① ② ③ ① ② ③
接
着
強
さ
( N / m m 2 )
接 着剤の種類 気 乾
環境下
湿 潤
環境下
①水性-高分子 ②水性 - 高分子 ③酢ビ
1 9 .4 % 1 1 .1 %
乾 燥
環境下
平衡含水率
1 .9 %
構造用集成材の
基準値(JAS)
-
8
-
6
-
4
-
2
0
2
4
6
8
乾燥環境
気乾環境
湿潤環境
幅
方
向
の
矢
高
(
m
m
)
クヌ
ギ
ステ貼り
有
クヌ
ギ
ステ貼り
無
ナラ
ステ貼り
有
平衡含水率
1 .3 % 9 .2 % 1 8 .0 %
これまでの家具試作を通じて,大径クヌギ材は「無垢 材」,「集成材」,「ツキ板平面貼り」,「ツキ板曲面 貼り」にして利用できることを実証した.
4.
まとめ
大径クヌギ材を家具に使用するうえで課題の残ってい
た 3 項目(乾燥,接着,ツキ板)について試験を行った.
その結果以下の結論を得た.
( 1) 厚板材(60mm厚)の乾燥について,
・心去り製材をする
・乾燥は天然乾燥と人工乾燥を組み合わせる ・乾燥時には載荷する
・天然乾燥は 2 カ月程度とする
・人工乾燥は中温乾燥 60℃で 14 日程度のスケジュールと する
・養生は載荷を除去した後約 1 カ月程度とる
( 2) 集成材及び部材接合用の接着剤の耐久性について,
・供試した 3種の接着剤(集成材用接着剤 2種,部材接
合用接着剤 1 種)は,3 つの環境(乾燥環境,気乾環境, 湿潤環境)下において基準値以上の接着強さを示した. ( 3) ツキ板(スライス材)の耐久性について,
・3 つの環境(乾燥環境,気乾環境,湿潤環境)下におい てツキ板に浮きや剥がれ等の異常は見受けられなかった. ・気乾環境では極端な反りは無かったが,乾燥環境では
凹型に,湿潤環境では凸型に大きく反る傾向を示した. ( 4) 家具試作について
・曲率半径 25mmの曲面貼り加工では,0. 5mm厚のツキ板
は貼れなかったが,0. 2mm厚のツキ板は貼ることができた.
家具用部材としてクヌギ材を利用するには,まだまだ 克服しなければならない課題は残るが,3 カ年の研究を通 して利用できる目途はたった.
「おおいた独自の産品(もの)づくり」の実現に向け, 今後も家具生産業界に対して技術支援を継続する予定で ある.
謝辞
クヌギ家具の試作にあたり,株式会社朝日木工,青栁 インテリア株式会社の皆様に御協力,御助言を頂きまし た.ここに深く謝意を表します.
Fi g. 8 ツキ板曲面貼り製品(卓袱台)
温 室 内 の 環 境 情 報 を 活 用 し た 高 糖 度 ト マ ト 栽 培 に 関 す る 研 究
竹 中 智 哉
*・ 後 藤 和 弘
*・ 松 岡 伸 一 郎
***
電 子 ・ 情 報 担 当 ・
**
株 式 会 社 サ ニ ー プ レ イ ス フ ァ ー ム
Res ear c h
on
t he
hi gh
s ugar
c ont ent
t om
at o
c ul t i v at i on
w
hi c h
ut i l i z ed
t he
env i r onm
ent
i nf or m
at i on
i n
a
gr eenhous e
Tom
oy a
TAKEN
AKA
*・ Kaz uhi r o
GO
TO
*・ Shi ni c hi r o
M
ATSU
O
KA
***
El ec t r oni c I nf or mat i on Gr oup・
**
Sunny Pl ac e F ar m Co. , L t d.
要
旨
平 成 2 3 年 度 企 業 ニ ー ズ 対 応 型 研 究 事 業 に お い て ,産 業 科 学 技 術 セ ン タ ー と ( 株 ) サ ニ ー プ レ イ ス フ ァ ー ム は , 温 室 内 の 環 境 情 報 を 活 用 し た 高 糖 度 ト マ ト 栽 培 法 の 共 同 研 究 を 実 施 し た . 各 種 セ ン サ で 定 期 記 録 を す る 環 境 情 報 を 活 用 す る 上 で , 環 境 情 報 と 同 じ 時 間 分 解 能 を も つ 温 室 内 出 力 機 器 の 動 作 推 移 を 取 得 で き な い こ と が , 相 関 分 析 を 困 難 に し , 品 質 研 究 の 障 害 と な っ て い た . こ の 課 題 を 解 決 す る た め に , 出 力 機 器 の 動 作 情 報 を 自 動 か つ 定 期 的 に 収 集 し ,事 務 所 や 自 宅 な ど の 遠 隔 地 か ら で も ネ ッ ト ワ ー ク 経 由 で 状 況 を 確 認 で き る シ ス テ ム を 開 発 し , 効 率 よ く , 高 品 質 な 高 糖 度 ト マ ト を 栽 培 で き る 環 境 を 構 築 し た .
1.
はじめに
株式会社サニープレイスファーム(佐伯市)は,1. 8ha
の温室(ビニールハウス)で,高糖度トマト(糖度 8∼
10)を栽培している.設備としては,温室内環境(室温,
湿度,日射量など)を自動で管理するために,環境情報 をもとに出力機器(窓やカーテン,冷暖房機,循環扇な ど)の動作を制御する複合制御盤を導入している.従業
員数は 16 名と栽培規模に対して少人数で,生産計画通り
の安定した品質(糖度,大きさ,質量)をもつトマトを 効率的に栽培する方法を研究している.本研究は,下記 のプロセスを繰り返し,取り組まれている.
①情報収集:温室内の環境情報(室温,湿度,日射量デ ータなど)や出力機器の動作情報(窓,カーテン,冷暖 房機,循環扇など),作業記録,収量・品質記録などの 様々な情報を収集する.
②表示(見える化):収集した情報を整理し,温室環境
推移や生育推移,出力機器の動作推移,作業履歴,収量・
品質推移といった統計データをグラフや表,図で表現す る.
③分析・指示:見える化したデータを分析し,出荷予測 や品質管理(予兆監視,異常検知)を行う.これらの分
析結果をもとに,生産計画の修正や作業のマニュアル化,
新たな作業,温室環境の調整を行う.
しかし,①において,温室内の環境情報収集と収量・
品質記録はセンサや計測装置により自動化されているも のの,出力機器の動作情報は定期巡回で収集しており, 作業者の負担が大きかった.また,定期巡回では分単位
といった細かい周期での定期収集が難しく,②において,
自動で収集された情報と同じ時間分解能をもつ出力機器 の動作推移を作成できないため,③での相関分析が困難 で,品質研究の障害となっていた.
この課題を解決するために,出力機器の動作情報を自 動かつ定期的に収集し,事務所や自宅などの遠隔地から でもネットワーク経由で状況を確認できるシステム(出 力機器の稼働記録・監視システム)を開発した.
2.
出力機器の稼働記録・監視システム概要
開発したシステムを Fi g. 1 に示す.具体的に下記のハ ードウェアとソフトウェアを開発した.